
در تولید انبوه، صرفهجویی در متریال تأثیرگذار بر کل هزینههای پرداختی دارد. یکی از عملیاتهایی که برای کاهش مصرف متریال مورد استفاده قرار میگیرد، چیدمان بهینه قطعات است. این مقاله به ارائه بهترین روشها برای چیدمان قطعات شما در یک فایل DXF میپردازد.
هزینه کل تولید عملیات برش لیزر فلزات به مصارف متریال و هزینههای برش لیزر وابسته است، که در آن اولی به نسبت بزرگی از هزینهها را در بر می گیرد. به همین دلیل، چیدمان قطعات شما در فایل یک مرحله مهم از فرآیند طراحی برای پروژههای برش لیزری فلزات است.
چیدمان یا نستینگ برای برش شیت های فلزی چیست؟
در زمینه تولیدتوسط برش لیزر، اصطلاح "نستینگ یا چیدمان" معمولاً به فرآیند چیدن چندین قطعه روی یک ورق تکی اشاره دارد، این کار باعث کاهش اتلاف متریال و بهینهسازی تولید میشود. این فرایند به طور گسترده در صنایع استفاده میشود تا تلفات و ضایعات ناشی از تولید را کاهش داده و در هزینهها صرفهجویی کند.
فایل DXF فرمت ترجیحی برای خدمات برش لیزر ورق است. نرمافزارهای CAD اختصاصی میتوانند به طور خودکار قطعات شما را تجزیه کرده و یک فایل DXF را برای عملیات بعدی اسپورت کنند.
آیا باید قطعات خود را چیدمان کنید؟
قبل از ورود به بهترین روشها، بیایید یک گام به عقب برگردیم و بپرسیم که آیا باید قطعات خود را چیدمان کنیم یا نه؟
پاسخ به این سوال در بیشتر موارد به زمینه کاری شما بستگی دارد اما بهتر است این کار را به شرکت خدمات برش لیزر خود بسپارید به این دلیل که مشخصات و ویژگیهای ماشین برش لیزر و نرم افزار پیگربندی شده با مشخصات دستگاه برش لیزر مورد استفاده در اختیار آنها قرار دارد
به عنوان مثال، اگر شما تولیدکننده هستید، چیدمان فایلها برای برش ورقهای فلزی به طور استاندارد و اغلب لازم است تا از متریال موجود به بهترین نحو استفاده شود و تولید بهینه شود.
از دیدگاه مشتری که به دنبال تولید قطعات است، مهم است به یاد داشته باشیم که بیشتر کارگاههای برش لیزر ورقهای فلزی قبلاً با چیدمان قطعات آشنا و با ابزارهای مرتبط هستند. در واقع، در برخی موارد، ارسال یک فایل قبلاً چیدمان شده ممکن است شرکت خدمات برش لیزر را محدود به یک تنظیم پیشفرض کند که ممکن است کمتر از یک چیدمان ایدهآل باشد.
بسیاری از تولیدکنندگان قطعات ورقهای فلزی با متریالی کار میکنند که قبلاً از آنها قطعاتی برش خورده است. این امر میتواند منجر به هدر رفتن مواد و نیاز به استفاده از ورقهای جدید به جای بهینهسازی برش و استفاده حداکثری از متریال موجود شود. علاوه بر این، محدودیتهای ابعاد متریال، اندازه دستگاهها و سایر عوامل، چالشهای دیگری را برای این تولیدکنندگان ایجاد میکنند.
به طور خلاصه، گاهی اوقات برای هر دو طرف راحتتر است که قطعات خود را به صورت فایلهای جدا ارسال کنید. مواردی هم وجود دارند که برای یک مشتری منطقی است که قبل از زمان چیدمان قطعات خود را چیدمان کند، مانند زمانی که فایل چیدمان شده کل ورق متریال را به خود اختصاص میدهد.
تأثیر هندسه و موقعیتدهی: مثالهای عملی
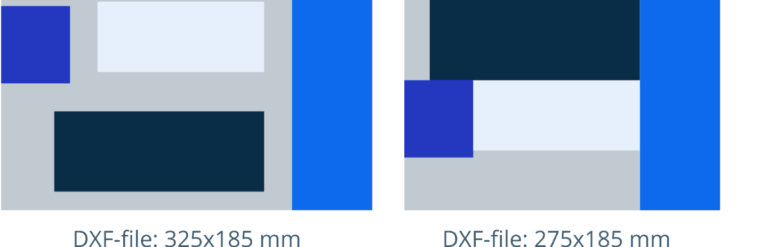
انتخاب چیدمان قطعات شما یا عدم چیدمان صحیح آنها بیشتر به هندسه قطعات شما بستگی دارد. از تصاویر زیر برای نشان دادن زمانی که چیدمان یک ابزار صرفهجویی در هزینه است و زمانی که اینگونه نیست استفاده خواهیم کرد.
ما دو فایل DXF متفاوت با قطعاتی با اندازه یکسان ایجاد کردهایم اما آنها را به روشهای مختلفی چیدهایم:
در فایل اول، قطعات به صورت گسترده چیده شدهاند و ورق بزرگتری را اشغال کردهاند.
در فایل دوم، قطعات به صورت کنار هم چیده شدهاند و ورق کوچکتری را اشغال کردهاند.
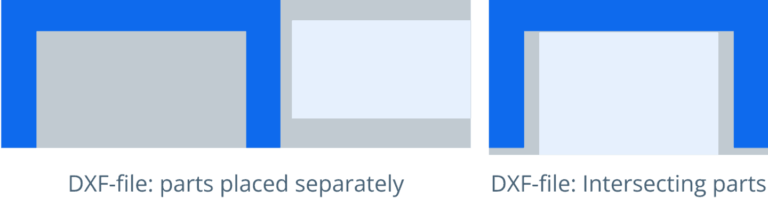
مثال ۲
برای مثال دوم، ما از دو فایل DXF دیگر استفاده کردیم:
- در فایل اول، قطعات به صورت جداگانه چیده شدهاند.
- در فایل دوم، قطعات به صورت میان هم در هم گنجانده شده اند.
چیدمان فایلها برای برش لیزر ورق فلزی با آریو لیزر
همانطور که قبلاً ذکر شد، روش ایدهآل برای ایجاد فایلهای چیدمان شده برای برش ورق فلزی استفاده از نرمافزار اختصاصی شرکت بیسترونیک یعنی bysoft است که به طور خودکار نقشه های برش لیزر را به فایلهای چیدمان شده تبدیل میکند. هنگام ارائه نقل قول برای قطعات توزیع شده، باید مزایا و ملاحظات زیر را در نظر داشته باشید.
#### مزایای فایلهای توزیع شده:
- دریافت نقل قول برای قطعات مختلف تحت یک آیتم خطی به جای خطوط متعدد برای قطعات مختلف
- جلوگیری از آپلود و پیکربندیهای متعدد قطعات
- پیکربندی بدون دردسر مواد، روکش و گزینههای دیگر با یک آیتم خطی
#### ملاحظات فایلهای توزیع شده:
- همه قطعات توزیع شده باید دارای ضخامت، جنس و روکش یکسان باشند
- قطعات را با دقت مطابق با بازرسی رسمی بر اساس گزارش ابعادی توزیع کنید. بارگذاری نقشه ۲D برای هر قطعه برای بازرسی صحیح مفید است
- حاشیه ۶.۵ میلیمتری و فاصله ۰.۸ میلیمتری بین قطعات فردی برای برش لیزری
- برای جلوگیری از از دست رفتن قطعات کوچک، ظریف و پیچیده توزیع شده، توصیه میشود برای قطعات زیر ۵۰ میلیمتر برگههای شکستنی اضافه کنید
دیدگاه خود را بنویسید